- sales@alltek.com.au
- +61 3 9588 1870
Hole drilling EDM
Hole drilling EDM uses low cost electrode tube (normally brass or copper material) to drill holes on a electrically conductive material at a very high speed, the hole depth diameter ratio can reach up to 200. The hole diameter is normally from 0.3mm to 3.0mm, with five axis configuration the machine can drill hole at any angles on a inclined surface workpiece. This technology is widely used for hole machinig in aerospace, energy, cutting tools, automotive, medical, mold and die industries.
In aircraft engine, cooling holes are widely used for creating a film of cooling air on the surface of turbine blades and vanes to prevent them from melting, hole drilling EDM with five axes is a robust and consistent solution in terms of recast layer and productivity. In cutting tools, the internal cooling can reduces the high cutting temperature generated and increase cutting tool life, optimum chip removal and increase cutting process reliability, these internal cooling holes can be done by hole drilling EDM with five axes in a single setup.
AgieCharmilles DRILL 300
Designed and built in Switzerland, this high-precision CNC EDM Drilling machine is equipped with GF Machining Solutions’ latest digital generator and CNC, compact fixed table mechanics and high degree of autonomy and automation. It is a winning solution for any kind of hole machining with electrically conductive material like Inconel, titanium, steel and carbide in the aerospace, energy, cutting tools and mold and die industries.
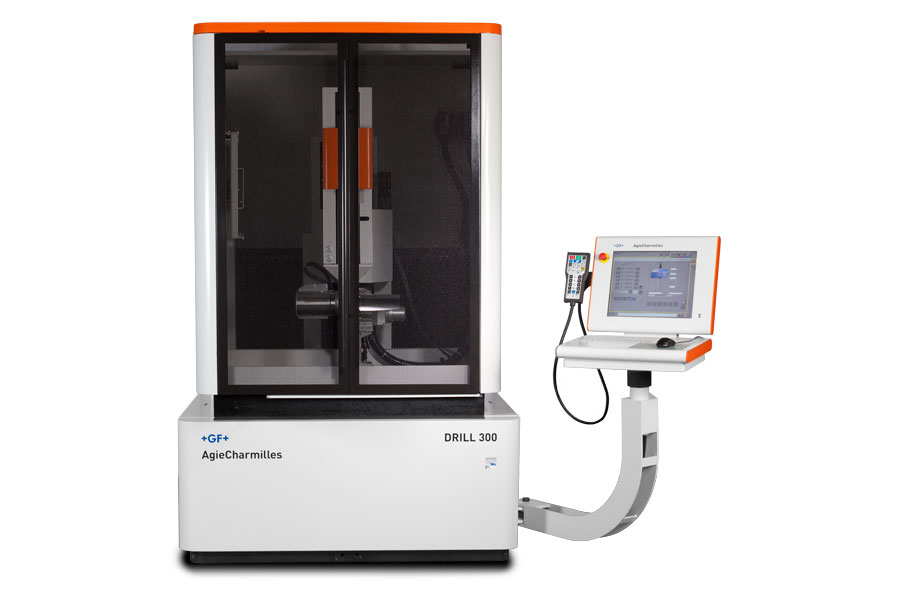
High quality hole machining with five axes
Seven axis CNC
The standard configuration for the CNC axes are X,Y,Z,and W, with optional tilting/rotary table and tilting head. The AgieCharmilles DRILL 300 can control up to seven axes, the machine can drill any holes in a inclined surface with single setup, no more need for additional fixtures and spending time for workpiece alignment during multi-setup.
Minimum recast layer
Recast layer has significant influence on the fatigue lifetime and safety of the components in a jet engine. The AgieCharmilles DRILL 300 digital generator allows the finest pulse duration in a few microseconds. When “quality” technology is used, the recast layer can be dramatically reduced to a few microns. and the fatigue lifetime of the components can be increased accordingly.
AgieCharmilles DRILL 300 B
Designed and built in Switzerland, the high-precision CNC EDM Drilling machine AgieCharmilles DRILL 300B is equipped with GF Machining Solutions’ latest digital generator and CNC, compact fixed table mechanics and high degree of automation. Thanks to fast drilling, low wear techonolgy and automatic electrode/guide changer ,the machine privides the maximum productivity in die plates, automotive, medical industries.
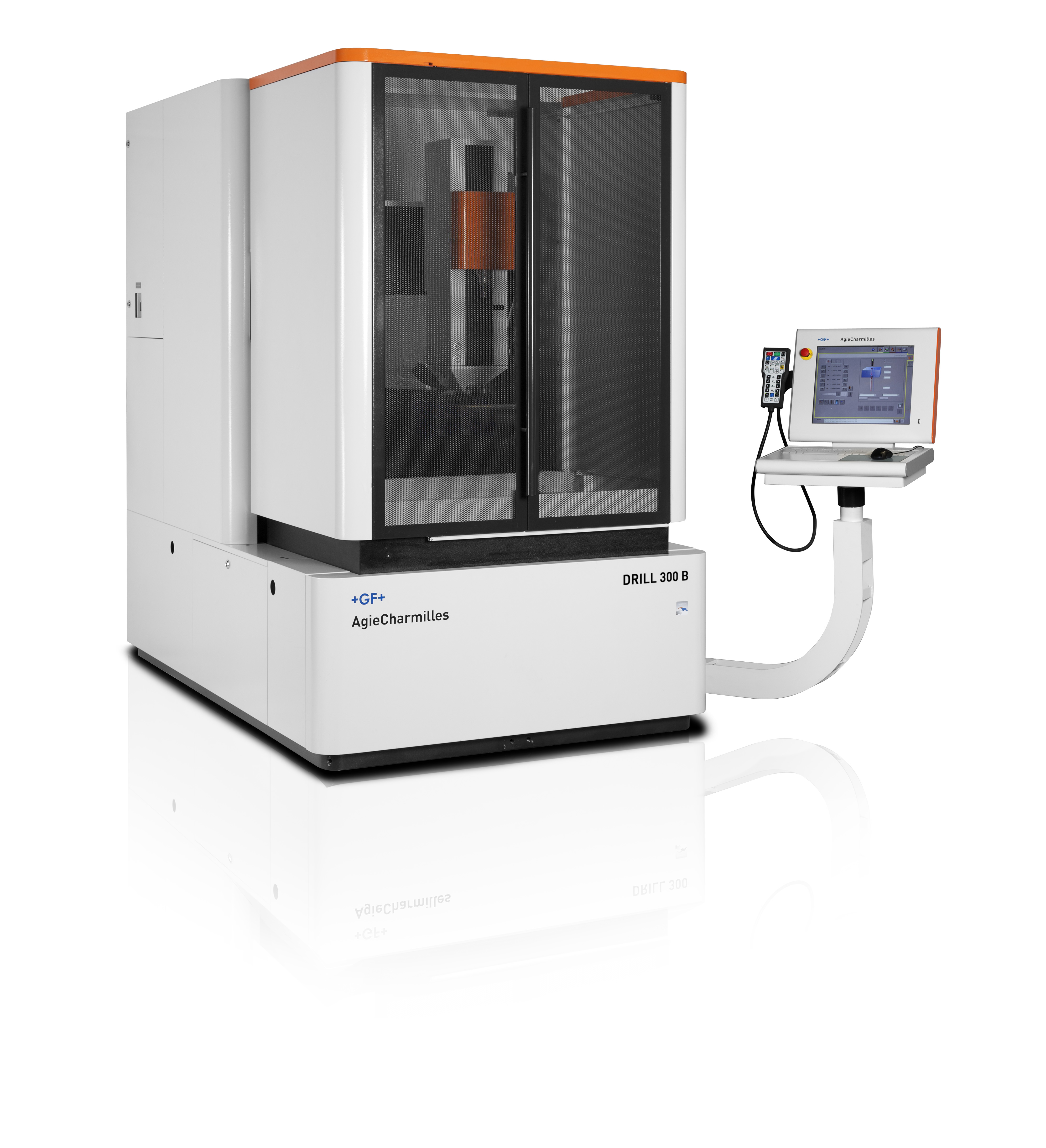
High quality hole machining with three axes
High speed EDM drilling
The EDM generator has state-of-the art powerful electronics to increase production output by utilizing efficiently controlled EDM processes that include FPGA technology, digital data recording and fully digitized pulse control. The drilling process is continuously optimised with every pulse, thus the fastest drilling speed is achieved.
Fast and reliable breakthrough
With conventional breakthrough detection the machining time at breakthrough is even longer than the entire hole drilling time when the flushing process breaks down. With advanced breakthrough detection on AgieCharmilles DRILL 300 B, the process is monitored on a real time, the technology is adapted automatically to exit technology, the breakthrough time has been reduced greatly.
AgieCharmilles DRILL 20
With numerical control axes X,Y and Z , AgieCharmilles DRILL 20 is widely used for drilling starting holes with the electrode range Ø 0.1 – 3.0 mm (0.004 – 0.12 in) and with electrode materials brass, copper and carbide, and workpiece materials steel and carbide.

Simple data input and great application spectrum
Short setup time
Process monitoring and optimization are implemented via the operator console. Numerical controlled axes X, Y and Z with travel paths of 300 x 200 x 300 mm (11.8 x 7.8 x 11.8 in), and a variety of touching cycles offers convenience for the operator when set up.
Simple data input and great application spectrum
The axes X, Y and Z are motor powered and controlled by CNC. The data input on the operator console is quick and simple. Technology settings are selected automatically by material electrode / piece, piece height and electrode diameter. Touching cycles can be programmed and called up with a few commands.
For More information about above products Please Click Here